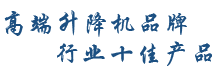
在化工、建材、矿山等涉及易燃易爆粉料的生产领域,物料输送环节的安全与效率始终是企业关注的核心。防爆型袋装粉料连续式提升机凭借防爆设计、连续输送、稳定高效三大核心优势,成为高危工况下的理想输送装备。
该设备以严苛的防爆标准为设计准则,整机采用防静电材质与隔爆型电气元件,有效杜绝摩擦火花、电气火花等点火源,可适配粉尘爆炸危险区域的作业要求,从源头规避安全隐患。针对袋装粉料的特性,其输送系统配备防滑耐磨的输送带与防跑偏装置,能实现24小时连续不间断作业,大幅提升物料周转效率,相较于传统间歇式提升设备,输送能力提升30%以上。
同时,设备搭载智能调速与过载保护系统,可根据生产节奏灵活调节输送速度,遇到超载、卡料等异常情况时自动停机报警,降低设备故障率与维护成本。紧凑的结构设计使其适配狭窄厂房布局,模块化组装方式更便于安装与后期检修,进一步缩短停机时间。
从化工原料的密闭输送,到矿山粉料的转运上料,防爆型袋装粉料连续式提升机既满足高危环境的安全规范,又为企业降本增效提供有力支撑,是工业自动化输送领域的安全可靠之选。