在现代自动化生产与立体仓储体系中,往复式提升机作为连接多层产线、跨楼层物流的核心垂直输送设备,依靠升降平台往复运动完成物料转运,凭借占地小、自动化程度高、适配多场景的优势广泛应用于食品、医药、电子、电商分拣、机械制造等行业。根据设备进出料口布局、物料输送轨迹,行业主流将往复式提升机分为 C 型、Z 型、E 型三类,三种机型结构逻辑、输送路径、适配场景差异显著,合理选型可大幅优化车间物流动线,降低产线拥堵与空间浪费。
一、C 型往复式提升机:同侧进出,环形产线专用
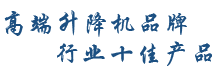
C 型提升机得名于物料输送轨迹呈 “C” 形,核心特征为进料口与出料口位于设备同一侧,物料从同一水平方向送入平台,升降完成后原路同侧输出。设备多采用四柱稳定框架,链条变频驱动,升降平台回程不占用生产节拍,运行平稳、噪音低,适配中小型周转箱、纸箱、轻型托盘输送,单件载重可达 150kg,升降高度最高支持 15 米定制。
从使用优势来看,C 型机型对厂房空间兼容性极强,无需预留两侧输送通道,适合环形闭环生产线、单层多工序上下转运场景,例如日化包装流水线、3C 电子组装车间、小型包装成品暂存区。当产线布局为首尾相连的环形动线,上下游输送线集中布置在提升机一侧时,选用 C 型可减少输送皮带、滚筒线转弯改造,简化自动化对接流程。该机型短板在于输送节拍略低于 Z 型,单位小时输送量适中,更适合中低速连续生产工况;洁净车间可定制全封闭不锈钢机身,防尘防污染,满足食品、化妆品车间生产规范。

二、Z 型往复式提升机:对向折返,长厂房高效转运
Z 型提升机输送轨迹呈 “Z” 字形,进料口与出料口分置设备正反两侧,物料一端进、另一端出,形成折返式垂直输送路线,是目前多层厂房使用最广泛的机型。传动系统采用闭环链条循环结构,升降速度最高可达 40m/min,输送效率可达 20 件 / 分钟,远高于 C 型,适配高频次、大流量物料转运需求,承载规格覆盖标准料箱、塑料栈板、小型零部件料架。
Z 型核心优势在于动线通透、无空间干涉,适合长条型多层厂房、GMP 医药洁净车间、大型食品加工厂区。厂房上下楼层输送线分别布置在提升机两侧,物料垂直升降后直接接入对面产线,不会出现输送线交叉堆叠,动线清晰流畅。全封闭防尘外壳是 Z 型标配,可隔绝车间粉尘、水汽,符合医药、烘焙等洁净度管控行业标准;四柱高强度结构也可适配中等重型工件转运,汽车零部件、五金加工车间多层半成品流转多选用该机型。不足之处是设备两侧均需预留输送设备安装空间,狭窄狭小车间布局会受一定限制。

三、E 型往复式提升机:多层多口,立体仓储专用
E 型提升机为多楼层专属定制机型,外形轨迹如同字母 “E”,设备垂直井道设置多层独立进出料口,支持一层进料、多层分层出料,或多楼层同时进料、统一汇总出料,是三类机型中唯一实现多点接驳的设备。整机采用 PLC 智能调度系统,可预设每层停靠点位,配合光电感应、限位定位装置,精准分配物料流向不同楼层库区、分拣工位,完美适配立体仓库、电商多层分拣中心、大型综合生产厂房。
E 型最大特点是多功能分层转运,解决多楼层分散作业的物流痛点。例如电商仓储一楼收货、二楼分拣、三楼入库存储,单台 E 型提升机即可打通三层物料流转,无需多台单口提升机并排安装,大幅节约设备采购与占地成本。机身结构紧凑,垂直井道占地面积不足 1.5㎡,可嵌入货架间隙安装;载重、升降高度支持大跨度定制,重载款可输送标准仓储托盘。该机型控制系统更为复杂,初期投入高于 C、Z 型,但长期多楼层运营综合性价比更高,适合规模化、多层级自动化物流项目。

四、三类机型综合选型总结
三类往复式提升机无优劣之分,选型核心依据车间产线布局、楼层数量、物料流量确定:单层环形产线、单侧输送通道优先选用 C 型;两层长条形厂房、高洁净连续生产线选择 Z 型;三层及以上立体仓库、多工位分层分拣场景适配 E 型。
当前智能制造持续升级,往复式提升机已实现与滚筒线、AGV 小车、立体库系统无缝对接,C、Z、E 型均可根据行业需求定制碳钢、不锈钢机身、防爆、低温防护配置。准确区分三类机型输送逻辑,匹配厂区物流规划,能够构建高效、低成本的垂直输送体系,进一步释放自动化生产线整体产能。